液体化工产品的自动计量灌装
化工液体产品的出售,大多采用罐桶包装转运,我们过去大都采用二种包装方法:第一种是以人工监视衡器手操伐门进行包装。第二种是把液体先压入定量容器,经过体积计量,然后泻入铁桶。盖封包装。上述两种方法,都是很难达到理想包装精度。
第一种方法误差很大,原因是储槽液位高低直接影响灌装液体的流速,即使秤翘立即关伐门,操作时间较快,实际灌入量亦有引入了差值,其关系式:误差见称翘起人工关伐时间(秒)×流速(升/秒)。实质上人工守称各人的敏捷度操作快慢不可能一样,若发现过量后再从包装容器中抽出亦较麻烦。还有在日常遇到的弊病是地磅经受包装桶装卸起落冲击易造成三角承架刀锋口机械损伤—钝锋,导致磅秤呆滞而引入了较大的称量误差。
第二种是属定容积溢流计量,精度虽然比前法有所提高,但也有下列缺点:
1、 每灌一桶至少要启闭两只以上伐门
2、 要用泵加压输出液流,坛加动力消耗。
3、 对黏度大的液体溢流管溢出较慢影响包装重量精度
4、 液体浓度高低,造成比容变化,不易精确补偿。
5、 对于要灌不同重量客户,无法应需调正。
鉴于当前国内外贸易之不断扩大对于出厂产品的重量精度,直接影响企业的商业信誉,亦反映出一个企业单位经营管理水平。我们针对过去不是客户反映短斤少两,就是销售亏于入库数的现象而致力于包装计量上的探求并创新。
我们首先在某企业灌装量较大的乙基苯包装线上入手,它毒害性大,工作环境差,根据该企业流量实践经验,因地制宜地拟选了LM型涡轮流量计作为流体计量单元,在安装时充分注意到涡轮前置发讯器的低幅的抗干扰性能以及起始灵敏度经周密考虑,采用相应技术措施,使在装灌工作中有足够的可靠性及精度。
计数读出定量控制发讯单元采用上表厂PZK数字定值控制仪,当脉冲输入达到预设脉冲时它能输出一个脉冲控制信号,经电流放大后去执行伐门动作,整个仪器采用集成数控电路,(可参阅有关资料,不阐述)根据前页关系式得知,要达到理想包装精度,不仅要解决包装物料达到定量值立即发讯,同时应在极短时间内将讯号变化成执行动作—关伐。整个过程必须在0.5秒以内完成,若用电气转换器及气动伐全行程要三秒钟,是不能满足时间条件的,因此宜采用电执伐门,但市场售品中电磁伐内结构都是靠介质压力自锁;先关闭小伐芯,然后再关闭大伐座的。它的正常工作压力要≥0.16MPa。这些伐门经过试用,它的密封性能都不可靠!在灌装过程中随着被灌介质总灌液面下降,伐就泄露更大,鉴于执行机构(伐门)跟随特性较差,加上液面高低差异,直接影响罐桶计量精度。
其关系式: 灌装时间s 180s
每桶灌装重量差= ———— = —————— ×0.5s =
灌装总重量
总执行时间 0 .5s
执行时间比差= ——————— = —————— ×100=
整个灌装时间 180s
为满足上述条件,必须考虑自行设计试制非标定型电动执行机构—电伐。
设计特殊提要:
1、 为保证灌装快速度,要有足够流通能量
2、 针对大口径伐总密封周长增加,必须加大伐总复位弹簧压力
3、 要启动伐芯,要设计大于复位弹簧3~5倍启动力矩的电磁铁。
上述既相关有互相矛盾的要求对伐门试制上提出了相当难度的探求;经过多次反复试验,我们取得了一整套经济效果较好的特殊电路,来指调伐门可靠的工作
其措施为:
1、 比一般电磁铁加大四倍启动电流,使之有足够可靠启动吸引力。
2、 为降小过电流过载温升,采取在启动后三秒钟后立即降小到启动电流的1/4保持吸合,减小功耗(温升)
能起到上述工作用的电路方框图如下:
附图1
附图1电路是我们经过一年多来连续使用考核,证明其工作稳定可靠,性能良好.
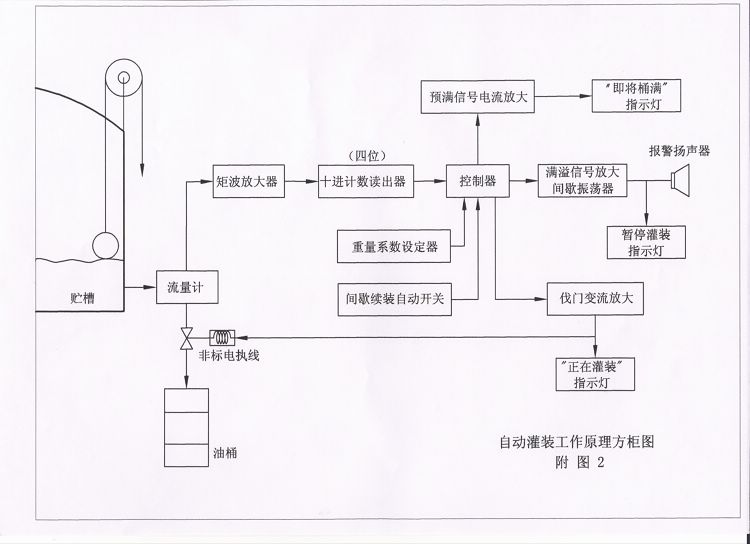
(附图二)